Glenn Bouman
-
Posts
1,498 -
Joined
-
Last visited
-
Days Won
2
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Glenn Bouman
-

Error massage after updating MPMASTER to X5
Glenn Bouman replied to babolino's topic in Industrial Forum
Looks like you are missing the buffer 4 definition. Copy and paste this to your post and you will be fine. # -------------------------------------------------------------------------- # Buffer 4 - Holds the variable 't' for each toolpath segment # -------------------------------------------------------------------------- rc4 : 1 wc4 : 1 fbuf 4 0 1 0 0 # Buffer 4 Put it anywhere after the first line Normally it would be before this line. # -------------------------------------------------------------------------- # Buffer 5 - Min / Max -
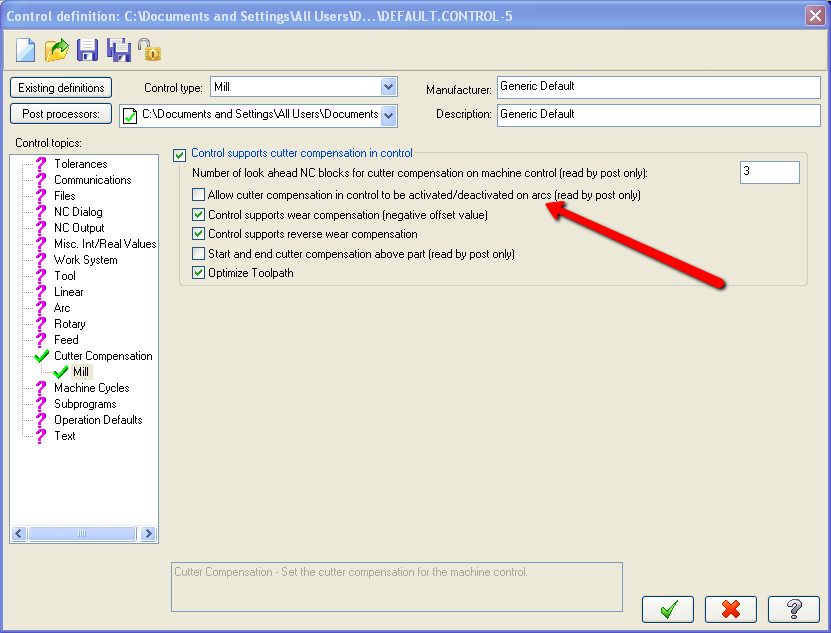
I tried a couple samples and sometimes it would put the G41/G42 on an arc move. This should never be allowed. There is a setting in the Control Def for this but it is only read by the post not when generating the toolpath. Take this into account when you make the fix to the software

-
I like the new Selection with Chaining dialog it allows you to use the Chain Feature as a selection method.
-
Good job on that template Robert!
-
Check your Autosave file settings.
-
quote: Is there a way to "blank out" the Rest Roughing STL??? Is this possibly a bug in X4??? I have this problem also when I select an STL file for Rest Machining and it previews the current and another STL file used on previous Rest Machining operation. Logged as CNC 00076256
-
wrong baud rate, parity or stop bits.
-
http://www.emastercam.com/cgi-bin/ultimate...t=017633#000003
-
I saw that error with XP on a couple computers last week. Delete HASPMS32.DLL from your mcamx folder and you should be fine.
-
Forget all this alt-key stuff, just click on the icon
-
Wow, I thought this topic died longer ago!! quote: Same here, I was/am lightning fast with V9, and I can still draw stuff way faster in V9. I have yet to have a customer prove this to be the case. But I am up to the challenge. Capture a video of a scenerio in V9 and lets do a comparison. You can use jing for free Just because you can click faster (mouse and keyboard) in V9 doesn't mean you are faster or getting more done.
-
G95 (inches per rev) just allows you to use the pitch as your feedrate when tapping. That way when if you edit the spindle speed at the control you do not have to recalc the feedrate if using G94 (inches per minute)
-
Turn off "Prompt before saving file" seems like a simple solution.
-
quote: Having a live chat option would be great. Are you kidding, nobody will get any work done! I can see some companies banning emastercam from there network! Emastercam is meant to share knowledge to the masses not just to individuals.
-
Here are some videos that explains the 2d HST toolpath
-
The 2d HST toolpaths unlike regular pocketing, looks at the size of the chained profile to determine which is the pocket and which is the island, not the profile is inside other chains. That is why you can only do one pocket at a time.
-
Works great, you can open the STL file as a mesh and apply toolpaths just like surfaces (except it will grab the whole part so you will need to use boundaries if you want to do only portions) or use the CAD option in the toolpath to pick the STL file. What version of Mastercam are you using?
-
quote: but not exactly "new" technology Maybe it is for South Carolina
-
http://cnn.com/video/?/video/us/2010/04/09...blue.collar.cnn
-
You can add your vote here. http://www.emastercam.com/cgi-bin/ultimate...ic;f=1;t=035029 and you might find some suggestions.
-
Some of these threads on emastercam could go one for ever. Here is a suggestion. Download and install this free video capture program: http://www.jingproject.com/download/ Then you can visually demonstrate for the rest of us the wonders of each system.
-
You can nest the toolpaths that are generated from the 3d geometry or surfaces but not solids.
-
From the x4 addons info.rtf included in http://www.emastercam.com/patches/x4/x4addons.exe X4 addons file contents Added MPMASTER and MPLMASTER post Added X+ beta setup sheet install (need to run SetupX+_X4.exe to work) Added Arc MultiEdit, ScriptLinker, Pts2Arcs, PrmDef and MD_CD_PST Rename, zSPiral, SortCircles, PolarPointData2Geometry and Grid chooks Added inchtaps.map to map standard inch taps Set FBM drill retract to .1 instead of cutting air for ½ inch Turned on coolant to all toolpaths Added drilling/tapping operation libraries Added Cimco Editor post processor template Turned on Clearance Plane Cimco edit as default editor Turned on “Use Free mode in Dynamic Spin” Turned off “Use MRU in drop-down menu bars” Turned on backup file Darker background Turned on grid Added dynamic planes and Multi-threading to toolbar (mastercamihs.mtb) Removed communications from toolbar Added back_up.bat and clean_up.bat Added .03” stock to leave on surface roughing toolpaths Added .031” stock to leave on check surfaces for roughing toolpaths Removed Ref point setting from 2D Swept Disabled Automatically restore bookmark settings and Active Level and Color in view sheet setting so Level one is not automatically turned on and active color is not black with X2 files. Added documentationSetupSheetXML.doc turn off immediate mode functions add VTL tool bar to mastercamihs.mtb clearance cut defaults in lathe part off maximum distance curve 5 axis projection needs to be set to non 0 Turn offconstant overlap display in pocketing Maximum Verify Quality Added mplmaster2axis.lmd which is single spindle/turret no Y axis
-
I find you get better results when doing 2d contours on splines if you turn off roll cutters on corners. The arcs generated by roll corners can interfere the arc filter. Also as mentioned before set the linearization tolerance real tight and the filter tolerance a little looser. 2 to 1 ratio is good. Its too bad that the defaults that come with Mastercam will give you this problem. Thats one of the reasons for the addons file that we use. http://www.emastercam.com/patches/x4/ [ 01-06-2010, 06:45 AM: Message edited by: Glenn Bouman ]
-
Mastercam does allow you to copy and paste geometry between 2 sessions/part files.