





bd41612
-
Posts
229 -
Joined
-
Last visited
-
Days Won
3
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by bd41612
-

Anybody have experience cutting Carbon Fiber?
bd41612 replied to AMCNitro's topic in Industrial Forum
If you can, blow a hole thru, then open it up with a "compression router". -
if you can get away with it, rough it and leave a good amount on the side (what ever you can), then take a finish cut using a reverse helix endmill. This will push down on the plating so that it is supported by the substrate to minimize chipping and flaking. Just don't go as deep as the rough, I don't think you want to cut the floor with this tool. Once the wall is finished you can finish the floor with a traditional endmill and stay .0001-.0002 away from the wall. https://www.ultra-tool.com/image/pdf_files/UltraCatV2021.1web.pdf page 25 Series 329S Square End Four Flute • Left Hand Helix / RHC Downcut Milling
-
I cannot find anything on this, does anyone know if tool breakage detection can be done on a Hurco mill with a Renishaw NC4 laser? I would think that with the laser, it can be done, but this is a Hurco, so I'm not sure.
-
I reached out to CNC on something similar to this. What I was requesting is that when the fields are populated, and the file is saved, that they are locked to that file. Any time I go back to an older file, I get the wrong info. They proposed a workaround to have a nethook use a high numbered level to store the text, and clicking on the nethook icon to pull the text into the general information fields. This has been submitted as an enhancement request, so we may see it in a later release.
-
Deleting the history of a solid does not delete the solid, it converts it into a "body". It only deletes how the solid was constructed. With Model Prep, this usually won't be a problem because you can manipulate your solid if you need to change anything. I would make a copy of the solid just in case something goes wrong. Once you have a good clean model, delete the copy.
-
Maybe .025 - .030 depth per pass. 9800@16. Maybe. Hard to say without seeing it firsthand.
-
Do you have a wire EDM? I have done this in the past with a ramping contour toolpath. With a shallow pitch and full width of cut, the tool will be somewhat stabilized by cutting beyond center as you ramp down. A corner radius will help also, anything that puts the majority of the cutting force straight up the centerline of the tool will help. The biggest problem is getting chips out...
-
I thought we weren't supposed to have politics in the Post Processor forum.
-
No problem.
-
-
I've seen this before. Where in Cimco it looks good, but if you open it in Microsoft Word, there are 3 or 4 goofy characters on the first line that are hidden (last line too). Try opening in Word and see if there is anything else there.
-
Get rid of the blank line and look for spaces at the end of line which can be a problem.
-
Contact Fanuc. Probably cost quite a few bucks, but compared to a crash, money well spent.
-
Once you've set your C axis, you can go in and take 2 circles at different depths of a known distance. Then use trigonometry to calculate the amount of A axis angle to move. Once moved, pick up your XYZ again.
- 1 reply
-
- 2
-

-
Circle mill and be done with it.
-
3 + 2 Automatic would probably be worth a shot.
-
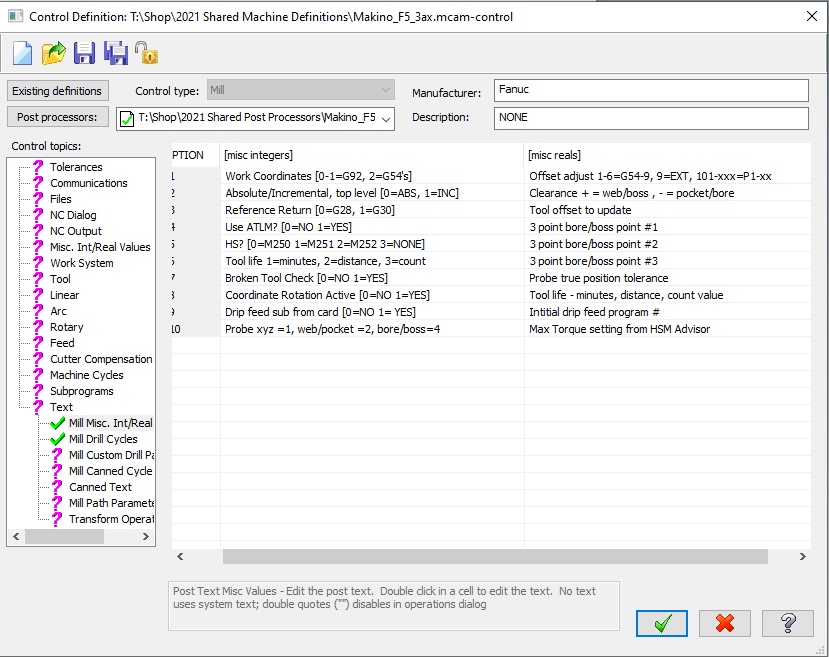
It's done in the control definition. Select the post from the dropdown. We have Productivity+ but I don't use it. Didn't make a whole lot of sense to add 1500 lines of code to the program and some dozen or more sub programs just to pick up an offset. I scrapped it and did it the old fashioned way that I've been doing it since V9. I use the Renishaw macros that are part of the probe install.
-
We had a post that Esprit was never able to fix (purchased post) they wanted to close the ticket after 6 months or so and re-open under a new ticket #. Maybe it didn't look good to have an open incident for that amount of time. It was a sales pitch. Like I said, it sounded great for about 2 seconds, and then the bs detector went off. My boss at the time, I think he fell for it.
-
Mastercam Generic Fanuc 3X Mill.pst It can also be done with Mpmaster. The rest is up to your imagination.
-
And I'm stuck with 2021. It's an IT thing.
-
Bob, I like your approach, very similar to the things I do.
-
Examples of using Excel within your Manufacturing experiences
bd41612 replied to #Rekd™'s topic in Industrial Forum
At my last job, I used excel to work in parallel with a new ERP system the company bought. They never considered what the programmers did with the old ERP, basically hung us out to dry. Excel was the bridge that kept us connected and working efficiently. Then we got Esprit, so overly complicated for simple jobs (especially ones we did in the past) when simply going from one machine tool to another (different control, brand, codes etc) that I built a converter. Select the conversion to do (Fanuc Robodrill to Hyundai Wia for example) paste in the original code in cell A1, click on convert button, then paste the new code into Cimco. 6 mouse clicks done. And since the posts and post support were so good, I built another Excel workbook to paste in the posted code from Esprit, click on the fix button, and the spreadsheet would parse through the file and fix, delete and re-write sections of code that were bad. Paste into Cimco, done. I also use it as a giant calculator, especially for more complex formulas. Fill in the blanks, get the answer. Now that I am spoiled with only Mastercam, I don't have a whole lot of use for Excel anymore, but it is a powerful tool if anything comes up. -
Toolpath group name nci 20019
bd41612 replied to bd41612's topic in Post Processor Development Forum
It's Friday and lots of overtime this week, I looked at the NCI output wrong and feel dumb now. Thanks for the help. -
Hi guys, I am trying to get the Toolpath Group Name to post into programs with 2021. I can see it when posting the NCI file as parameter 20019, does anyone know what the pre-defined variable is? It is not in the 2021 Operation Parameter Reference.
-
Online post processor reference
bd41612 replied to SlaveCam's topic in Post Processor Development Forum
I just tried the link that was sent by my re-seller and got this: We're sorry. You do not have access to this page or resource. Please contact your Administration if you feel you need access. Thank you. It looks like the links have an expiration date on them? I would contact my re-seller if I were you.


