Leaderboard



Popular Content
Showing content with the highest reputation on 03/25/2020 in all areas
-
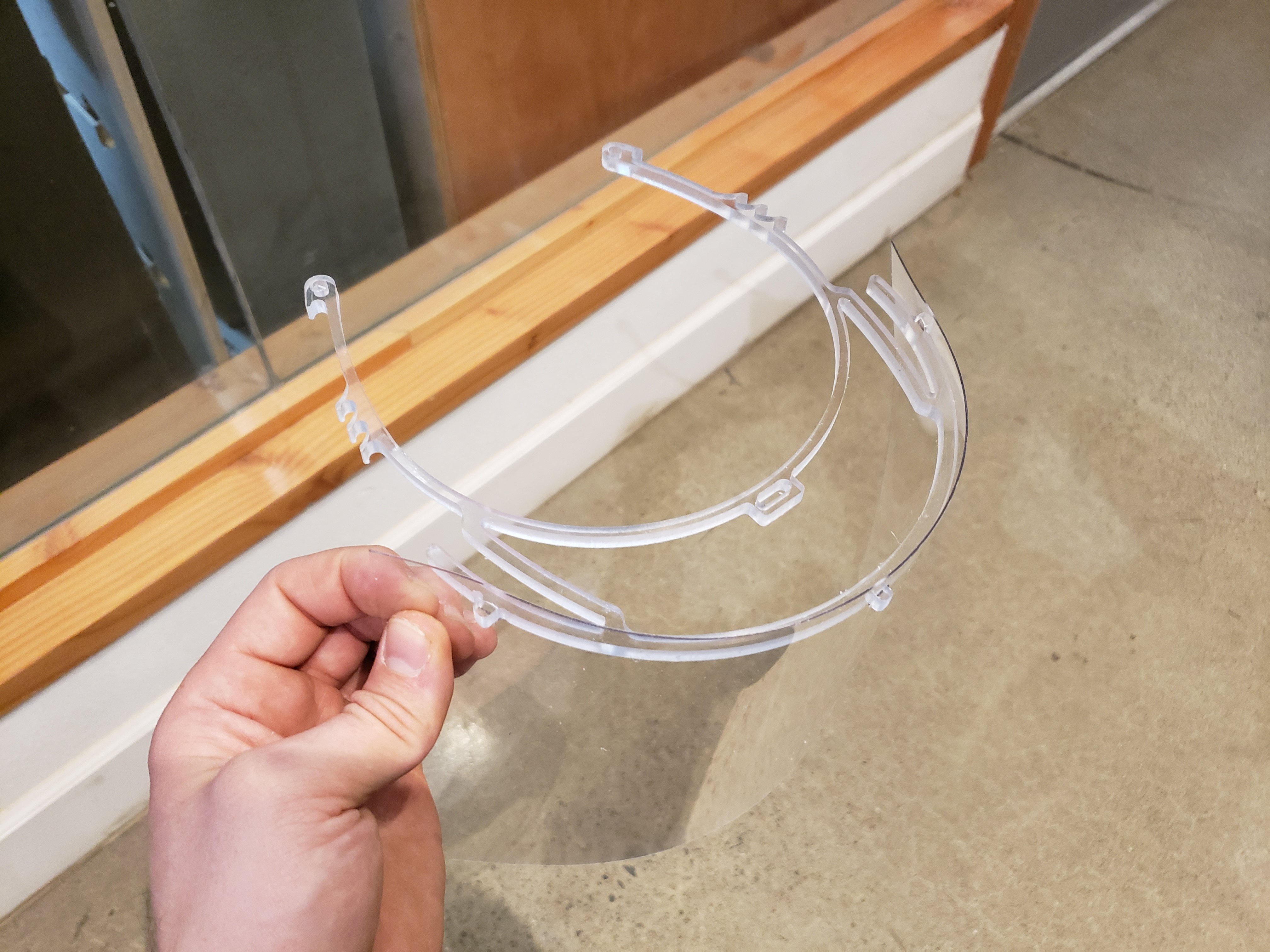
I've suddenly found that my normal work load has dropped off... Last week I started looking for ways that I could use the equipment and skills I have available to make Personal Protective Equipment for our Healthcare Professionals. I'd like to share a project I found and ask if anyone else has found other projects along these lines. I've adapted a 3d printing project to be cut on a CNC router. 2+ hours to 3d print, under 2 minutes to route. Grabcad files for routing: https://grabcad.com/library/covid19-face-shield-hole-punch-v1-1-1 Original Prusa 3d Printing Project: https://www.prusaprinters.org/prints/25857-protective-face-shield-rc1 I hope this is appropriate here, I wanted to reach people who may have the capability to make parts for their local communities, I feel that sharing on social media reaches a more diluted demographic...
 7 points
7 points -
We use Schunk VERO-S in our mills for robot loading of pallets. The vertical mill has 24"*14" pallets with 6 vERO-S modules. The 5x VMC has 18"*14" or 14"*14" pallets with 4 VERO-S modules. They have been in production 24/7 for the last 6 months. No issues so far.4 points
-
This appears to do a bit more than rename e$. It appers to allow the user to add a end of line string to every output line in one place. For example if you wanted to add '*' to the end of every string you could do the following. pe '*', e$ Even if the post isn't encrypted this seems to have value, no? I'm not a post expert so I'll differ to you; objectively whats wrong with the above? How would you handle this? What standards would you like to see set in regards to MP posts? Software development is an art as much as it is a science; a standard in something so abstract seems like telling a painter they can only paint black circles on a white background. How can innovation happen if everyone is required to do the same thing?3 points
-
You can set a default WOrk Offset or you can override the incoming work offsets, or, as it is set now, you are responsible. CLose all sessions of CAMplete. Re-Open CAMplete. No project. Go to the Manage tab, go to the tools ribbon, then go to Options. Select the File Types Tab on the left. In the additional Options section section set the following preferences; NCI - Apply Tool CS To Datums (activate this) NCI - Datum Index - Datum To Use. (You can set this to any number you want. 0 = G54, 1 = G55, 3 = G56, 6 = G54.1P1, 7 = G54.1 P2, etc... - I have mine set to 1) NCI - Datum Index - Override Values (if you activate this, then you lose control in Mastercam - I have this deactivated) NCI - Default Datum - Default Value (You can set this to any number you want. 0 = G54, 1 = G55, 3 = G56, 6 = G54.1P1, 7 = G54.1 P2, etc... - I have this set to 1) NCI - Default Datum - Use Default Value when Datum Is 0 in NCI (if you activate this, then you lose control in Mastercam) NCI - Use Cached Datums (activate this) In the Advanced Properties I have Treat WCS Datums As Multiple Fixtures activated, and Read Datum Index From NCI activated. Click Close. Click Machines in the Resources Ribbon. Select your machine. Click the Edit Button. In the Program CS tab, you'll see a CAM Index Column. By default they are all -1. Set G54 to 0, G55 to 1, G56 to 2, G57 to 3, etc... down as many as you want to set. Click OK. Click Close. Exit CAMplete. You should be good to go after that.1 point
-
Marie, Send us details of what you are wanting to do with Tools, along with your company contact information to -> [email protected]1 point
-
You need to set all of your planes to 0 work offset in mastercam1 point
-
The irony here is killing me.. here we are in the middle of a 3 page lecture on "standardization" and this entire post explains how you have customized your posts to fit your needs. While there is nothing wrong with this , it is NOT standardization. It also demonstrates the power of Mastercam's post language as most CAM packages will not allow you to modify your posts like this. Many of them requires a dealer's license and specialized software to even open them up and take a look.1 point
-
It's milling for small parts. I've milled and turned hard steels quite a bit, but with the amount of cobalt and nickel in this material, I would suspect that it's tough. The info you gave was good and provides some baseline to work off of.1 point
-
The one thing I don't see being discussed here is accuracy, which is a big concern with these systems depending on the tolerances you need to hold. They all claim things like .0002" repeatability, which doesn't really mean anything. You need to determine what kind of parallelism and square will work for you and your parts. There is a massive difference between Lang and FCS in this department, Lang being really fast and easy to use but substantially less accurate, and FCS being substantially slower and more cumbersome to use but being much more accurate. Which is best is application dependent.1 point
-
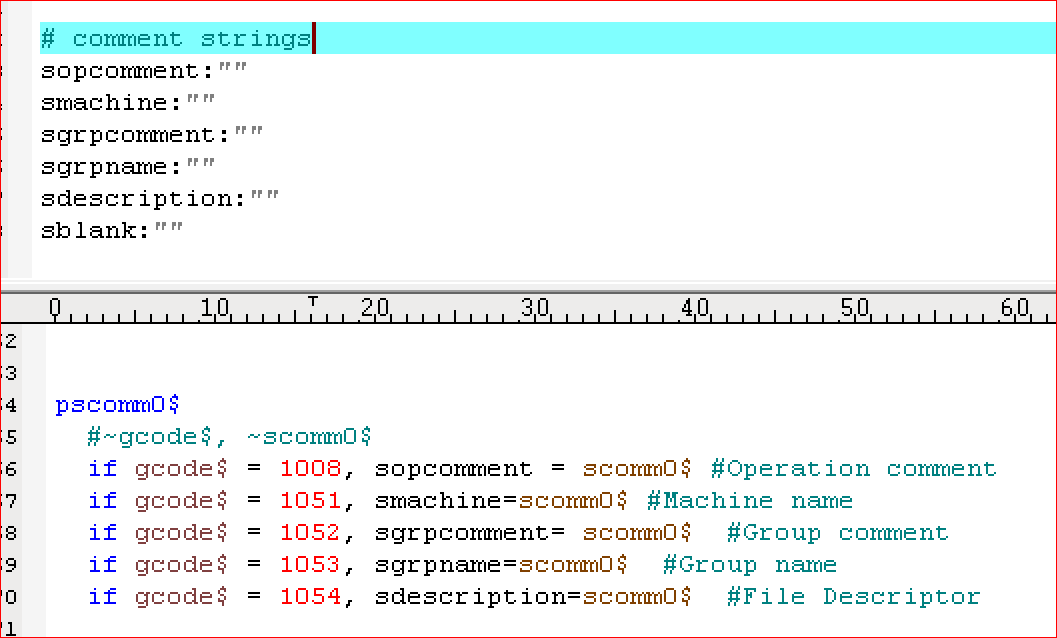
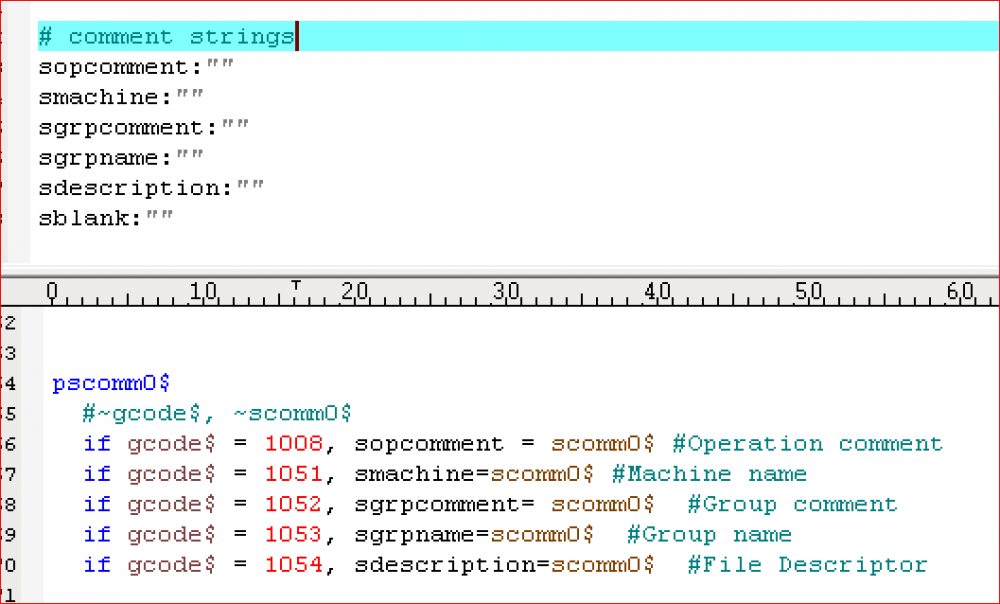
I would grab the comment in pscomm0$ and then you can use in any postblock. pAnyPostBlock n$, *sopcomment, e$
 1 point
1 point -
You obviously haven't seen my post either... VERY difficult to standardize on something (example FANUC) when the MTB's don't standardize on installations...1 point
-
Steven you just need to define that as a variable string and then use it. Here are some I defined some years ago from probing on an Integrex: strg659530 : "G65P9530" #Printing Macro Call for B90 strg659532 : "G65P9532" #Offset Update Macro for B90 strg659610 : "G65P9610" #Probe Protect Cycle for B90 strg659611 : "G65P9611" #XYZ Single Surface Measure B90 strg659612 : "G65P9612" #Web / Pocket Measure B90 strg659614 : "G65P9614" #Bore / Boss B90 strg659618 : "G65P9618" #C Axis Measure - Vertical B90 strg659619 : "G65P9619" #Bore / Boss on PCD B90 strg659621 : "G65P9621" #Angle Single Surface Measure B90 strg659622 : "G65P9622" #Angle Web / Pocket Measure B90 strg659623 : "G65P9623" #3-Point Bore / Boss Measure B90 strg659634 : "G65P9634" #Feature to Feature Measure B90 strg659650 : "G65P9650" #C-Axis Measure - Vertical B90 strg659730 : "G65P9730" #Printing Macro Call for B0 strg659732 : "G65P9732" #Offset Update Macro for B0 strg659810 : "G65P9810" #Probe Protect Cycle for B0 strg659811 : "G65P9811" #XYZ Single Surface Measure B0 strg659812 : "G65P9812" #Web / Pocket Measure B0 strg659814 : "G65P9814" #Bore / Boss B0 strg659818 : "G65P9818" #C Axis Measure - Horizontal B0 strg659819 : "G65P9819" #Bore / Boss on PCD B0 strg659821 : "G65P9821" #Angle Single Surface Measure B0 strg659822 : "G65P9822" #Angle Web / Pocket Measure B0 strg659823 : "G65P9823" #3-Point Bore / Boss Measure B0 strg659834 : "G65P9834" #Feature to Feature Measure B0 strg659850 : "G65P9850" #C-Axis Measure - Horizontal B0 It is a Fanuc control? If so then the standard Parameters should apply to look up the variable. You can always do the old school process of defining the variable at the start? Are you looking to do the G10 G90 L2 P1 X.5312 Y11.284 Z.917 B0. to define the G54 from the start?1 point
-
I gave this so more thought and this situation reminds me of an old boss I use to work for. He cussed and yelled at everyone that worked for him. I was 19 and just transferred into his area. After about a month I had enough and complained to a couple of the other guys about it. They were union guys and were trying to get me fired and told him I was not happy with how he was talking and treating his workers. We were washing hands to go to lunch and he called me out on it. I told him he was rude and didn't know how to talk to people. There was no reason to be cussing at everyone yelling and screaming we all were working hard and doing our best to get our jobs done. I just point blank told him he didn't realize it because he had done it for so long and I was the only one willing to say anything about, but others felt the same exact way I did and were afraid to say anything because he was the boss. He was different after that and some time later this woman came in to the shop and asked if I was who I was. I told her yes and she gave me a hug and thanked me for telling her husband about the way he talked to everyone. She said he didn't realize how bad he had gotten and she appreciated me telling him and he had changed. I quit not to long after that, but kept in touch with a couple of the guys and he had changed and got promoted to a high position because he changed the way he talked to people. No one is perfect and sorry you feel like I was trying to belittle you, but again look at how this topic was started and what was posted. What are you trying to prove? You want to standardize things then offer up some suggestion gives some help and process to standardize things. I have offered up many suggestions and processes over the years on this forum to help people. I don't like it when someone think they can come in here and start trash posting and are going to get away with it. Call me whatever name makes you happy, but I am here to help Manufacturing and have put my money where my mouth is for many years. I have given thousands of hours to help people on this forum over the years! What have you given back to manufacturing? My name and contact is out in the open what about yours? I have a saying so many want keys to the castle without wading through the mud to get to the castle. Sorry no drawbridge to get experience you either put in the time and work for it or complain because it is not how you like it. I have my share of issues with Mastercam and you are more than welcome to email QC and see how I go about getting issues addressed. This forum is to help and support Mastercam programmers. We have complaints and share them, but in a constructive and productive manner. Hopefully you get that and share your expertise and help many on this board or where ever you help others. Hopefully you get the meaning of the post and understand I am not your enemy, but I will not stand by and tolerate what you started that was childish and uncalled for.1 point
-
Ok I was able to repeat this issue. I will get it fixed. Thanks Ernie1 point
-
Helps from a coding standpoint to align sections to do certain behaviors. Also when using Machinesim tied to a post the logic might have to be different, but going to the method that was adopted above it might have helped them quickly get that implemented. I would also suspect it helped them lock up certain parts of their intellectual property that pirates love to exploit and use to not have to be legal and pay for what the rest of us legal users do pay for. The poster was having a bad day and has a real chip on their shoulder having to use Mastercam as they have stated in other posts is my humble opinion. Personally attacking a company trying to do their best job and feed their family was really uncalled for, but that seems to be the new normal now a days. I am guilty as charged for the same offense and apologize to any I have made bad or wrong comments about.1 point
-
I will normally take a machine close to what I need and copy the folder and rename it to the new machine. I then start a session with a different machine and then open up the new machine I just copied. I save as the new machine with the new name and that creates a new xml file. I then go in and start editing what I need for the new machines. I save it and then launch that machine from the simulator tab to test and go from there. From scratch I have done, but a lot more work though pretty much the same process. Pay close attention to the names no spaces or special characters allowed.1 point
-
Right- I usually passed it up if I was trying to toolpath more than one surface and the UV's weren't already aligned. Viable in my mind here is viable in terms of time commitment vs result. The 2021 tools allow you to edit the UV grids of groups of surfaces to bring them all in line with each other, and the really powerful new tool is to reflow the UV's of a surface based on curve sets. I've used it quite a bit already to perfectly blend UV grids on surface sets exactly like this pocket fillet loop- something that in the past I would have given up on almost immediately and gone straight to Morph- sacrificing the clean motion of Flowline just to get a path without major geometry creation/edits.1 point
-
What about a older Haas TM? One that has no enclosure? You can usually find a low hour one for 15 to 20k.1 point
-
I usually take the safe route and mirror my geometry and copy the toolpaths and select new geometry and regen the toolpath. Not as elegant but it works, my files and parts are relatively small though.1 point
-
Where you located @Leon82? My latest NC Format supports High Speed Mode selection through Canned Text, all the coolant modes, Force Tool Changes, TWP, TCP, WSEC, Broken Tool Detection, has the ability to limit Z-Axis full retracts when A/B is at -90. Deg. etc... Lots of goodies. In order for things to work correctly, ther's some settings in CAMplete's Mastercam file I/O that need to be set. PM me for the the settings and NC Format1 point
-
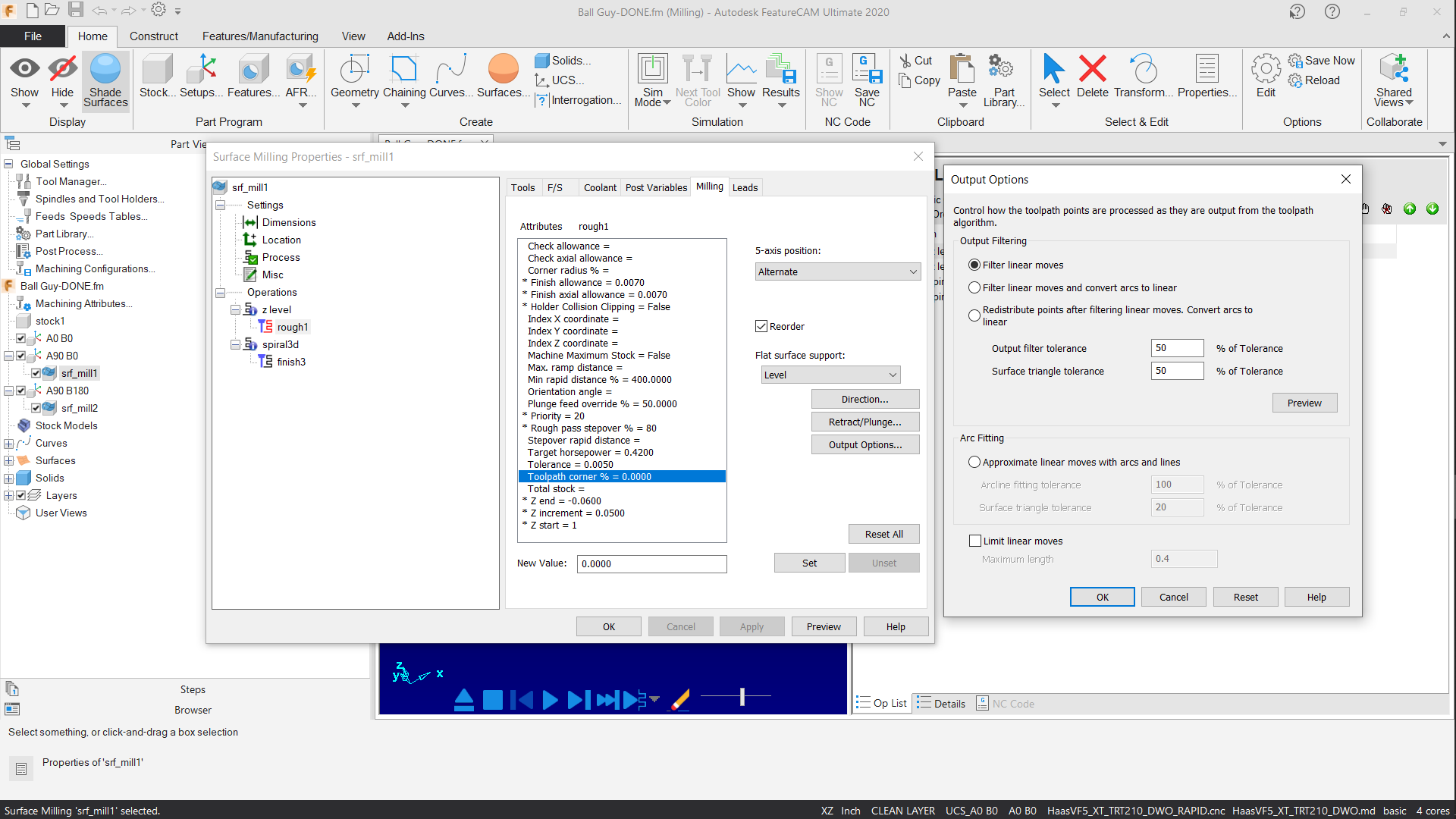
Select output options to get to the filtering page, also you have tolerance and toolpath corner % to play with.
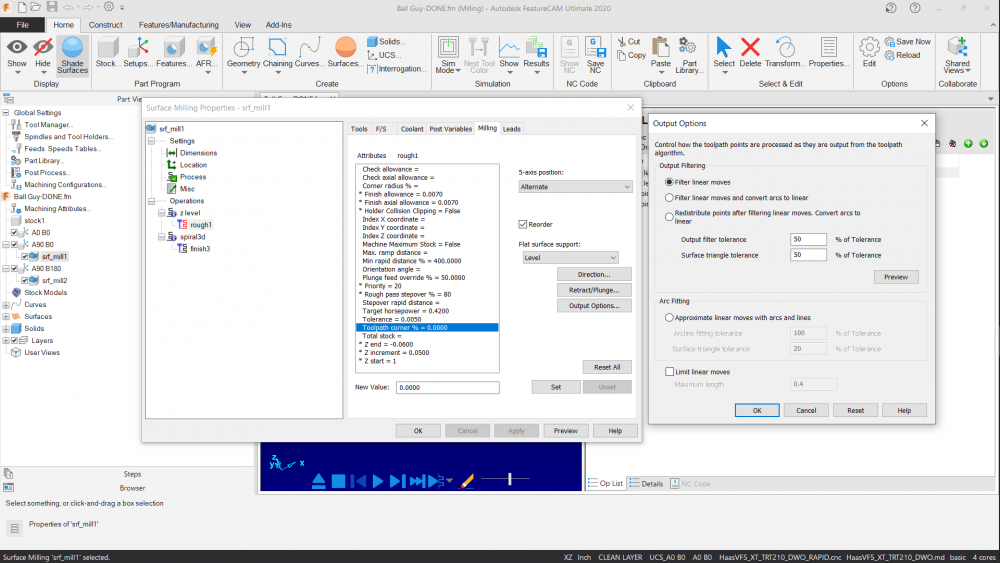 1 point
1 point -
I had that exact error message when installing a different program. Try disabling your antivirus temporarily, then right-click on the install file and select "run as administrator."1 point
-
It´s Mastercam. That´s the root cause. CNC Software prefers to think that if you need to do Mill/Turn at its fullest, you have to buy the MT product, which is still in the oven. Done primarily to cover Mazak, Doosans and off-the-shelf machines. Mastercam is at least 5-10 years behind their competitors in MTM. And they´re fine with that, trust me.1 point
-
My old boss leaned up against the control on our 2xi and shut it off in the middle of a cut. LOL0 points
-
0 points