





Thad
-
Posts
8,914 -
Joined
-
Last visited
-
Days Won
17
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by Thad
-
So it looks like the answer is that they don't come into MC as different types. They're splines. Thanks to all who participated in troubleshooting.
-
@#Rekd™ and @5th Axis CGI, can you guys confirm this with a screen shot of analyze?
-
Interesting. If they are splines, do you have an explanation for why different versions of MC bring them in as splines and others bring in arcs?
-
The holes come in as splines in MC X9.
-
There's a file attached above.
-
It's 2019. There's absolutely no excuse for them not sending you one in the first place.
- 32 replies
-
- 2
-

-
- splines
- arc filter
- (and 2 more)
-
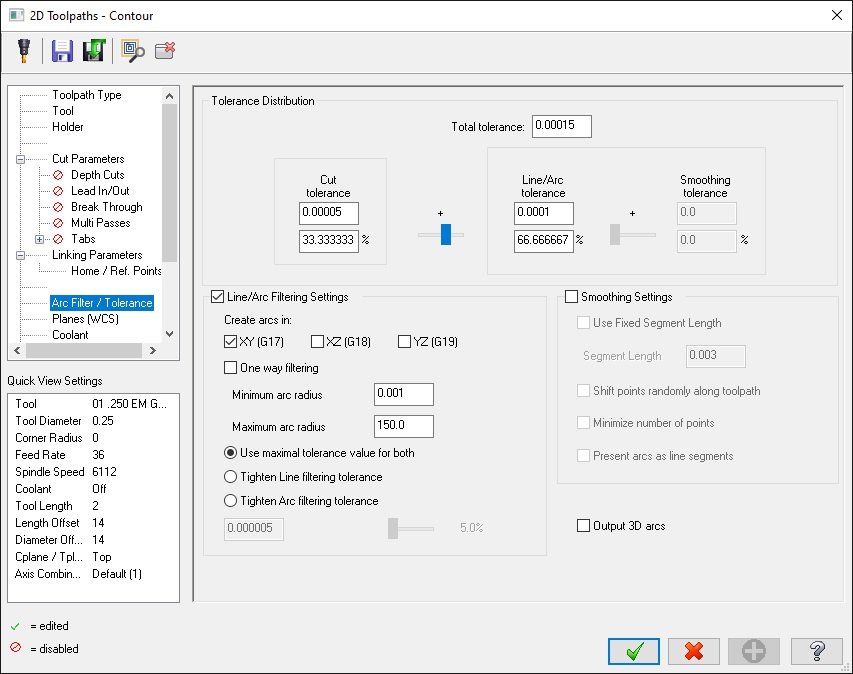
Have the customer send you a solid. Done. Here are my tolerances for creating lines/arcs from splines. They haven't failed me in the 15 years I've been using them.
- 32 replies
-
- 1
-

-
- splines
- arc filter
- (and 2 more)
-

Toolpath for machining a fillet without a form tool?
Thad replied to average_jonny's topic in Industrial Forum
It sounds like your reseller doesn't know what he's talking about. -
It's been over 10 years since I ran Fadals, so my memory is a bit fuzzy. We ran them in Format 1 as well. I recall the tool lengths in the offset page being the distance from the home position to Z0, so it was always a negative number, something like -8 to -12 inches, or so. It was never a positive value. When we picked up our zero, we used the SETX and SETY commands. We never SETZ. I also recall using G43.
-
Welcome back, JP!
-
Same here. Things got jacked up about a week or so ago. Nvidia Quadro P600 here.
-
My eyes hurt.
- 1 reply
-
- 2
-
-

-
Does the old issue of using Combine Views first, before Mask on Arc, help the situation?
-
Just another one of the many annoyances of MC2017 and newer.
-
Possibly, with a program like Resource Hacker.
-
I'm not sure what happened.
-
JP is no longer a forum member.
-
I'm creeping up on 7 years with my Haas VF2. The only maintenance issues I've had were replacing the tool touch off pad and the coolant level float. The plastic plug for the float got corroded and fell apart from coolant eating away at it over time. I've got an 8,000 RPM spindle and it doesn't run at 8,000 too terribly often. There are also hours during the day where the machine sits since I'm the only programmer/operator. We don't run production and we only have one shift. I'm sure that's greatly contributed to the machine's life.
-
-
You're posting in the Educational forum. Is this a project for school?
-
C'mon Ron, don't be so resistant to change!
-
why does raster rise and fall next to walls?
Thad replied to lowcountrycamo's topic in Industrial Forum
It makes sense that adjusting the gap settings wouldn't help this, but depth limits should. Interesting. -
why does raster rise and fall next to walls?
Thad replied to lowcountrycamo's topic in Industrial Forum
I wasn't busting your chops...but it's not semantics. The toolpath going up the wall because the algorithm determined that it needed to (for whatever reason) is different than the tool retracting. Since your reply wasn't clear on which one you were referring to, I was just pointing out the difference. I'm not trying to take anything away from your reply, I'm simply adding to it. -
why does raster rise and fall next to walls?
Thad replied to lowcountrycamo's topic in Industrial Forum
Those don't look like retracts to me. They look like cut moves that, for some reason, went up the wall. There's a difference. Just sayin. -
why does raster rise and fall next to walls?
Thad replied to lowcountrycamo's topic in Industrial Forum
I've seen this kinda stuff before and I've always chalked it up to a minor surface variation (tolerance, etc) that isn't worth spending my time on. The cut move likely takes less than 2 seconds. I'm not gonna spend time figuring out why it happens. You gotta pick your battles. I *do* find it interesting that in your sample, the jump is right by that hole. If I found it too bothersome, I'd simply change my cut depths to a Z value not much above that floor value. Anyway, nothing wrong with asking...