





cncappsjames
-
Posts
1,223 -
Joined
-
Last visited
-
Days Won
85
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by cncappsjames
-
Send me a PM @Jasonhsr with your parameters and I'll check out what I can.
-

Renishaw Macros for Milling inspection/setup
cncappsjames replied to Metallic's topic in Industrial Forum
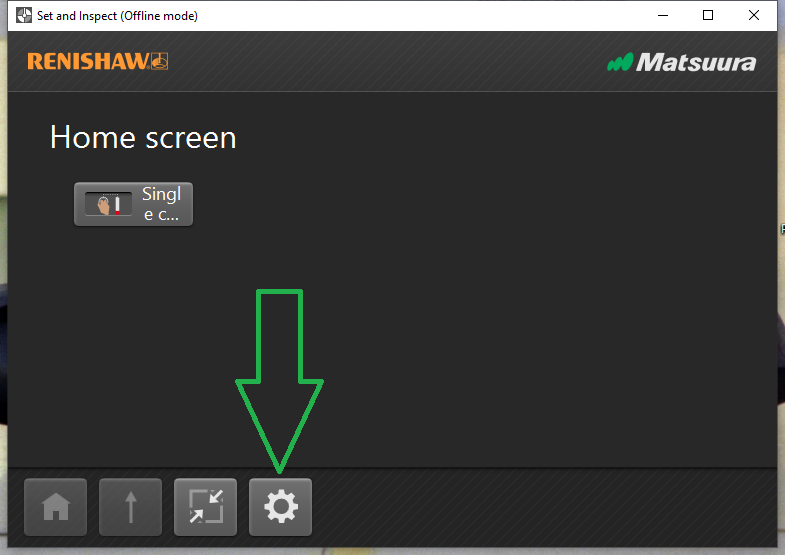
On that note; make sure that you have connected your Embedded Ethernet port to the same "network" as the PC front end is connected to, then set the embedded ethernet port IP Address (I usually go with 192.168.1.101 on up) then on the Renishaw Set and Inspect settings. I have set and inspect installed on my laptop so I can do testing. I heard PQI was getting this squared away so I figured I'd teach my self how to install lit and set it up. So far, I have been completely successful 3 out of 5 installs. 1 install mostly successful. I say that because once Set and Inspect is launched, it is hard to switch back to the CNC screen. Then on the 5th... no matter what, I was unable to get it to run. That one will probably keep me awake at night.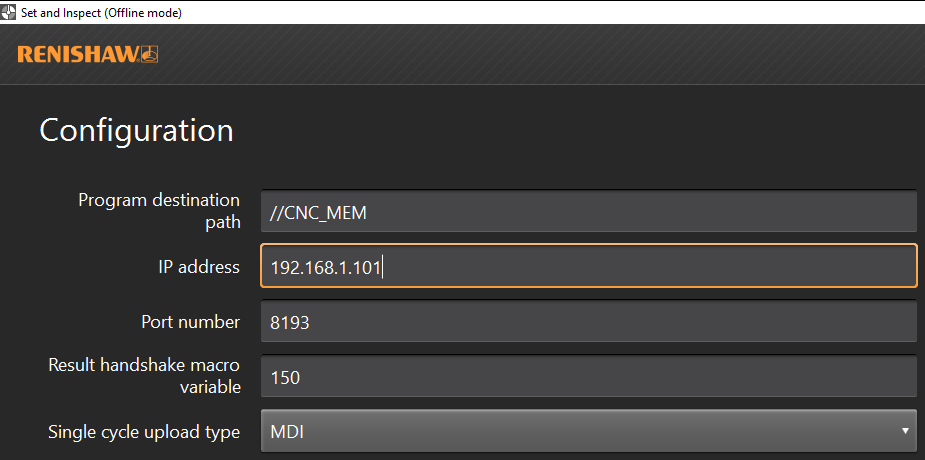
-
Renishaw Macros for Milling inspection/setup
cncappsjames replied to Metallic's topic in Industrial Forum
I've been writing my own in-process cycles using Renishaw InspectionPlus for 20+ years. I prefer that method over the ProductivityPlus method. I'm probably just an old school dinosaur in that respect. -
Work Offset G54, Machine definition Issue
cncappsjames replied to Fukumoto's topic in Educational Forum
Select a 3-Axis machine. You should get no 4th Axis Axis Letter In your tool path operations;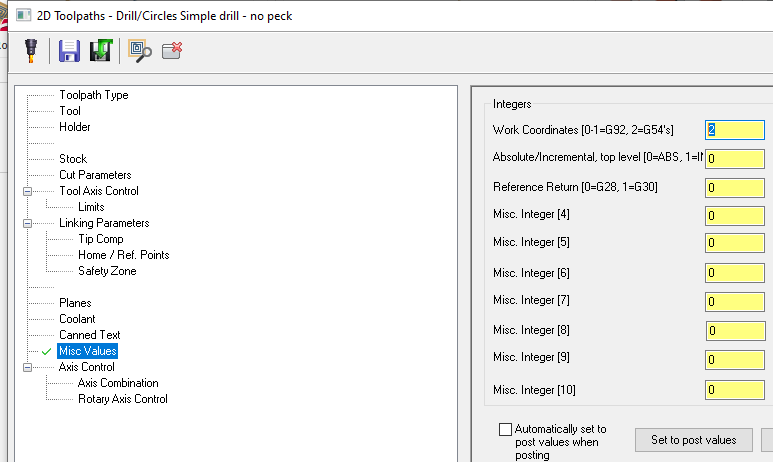
- 2 replies
-
- 1
-

-
- work offset
- 2d milling machine
- (and 2 more)
-
Figured I'd do one last one before I get my new rig in a few weeks.
-
That just sucks.
-
I joined the forum a month after it started. Regarding tools, pots, etc... I have found that some machine tool builders (MTB's) require tool changes to be M06 Tx calls as opposed to Tx M06 calls. When the M06 is required first it is usually because the machine needs certain variables populated prior to the tool change, which could explain incorrect data. It's all in how the MTB's do their ladder, data tables, and MACRO variables etc... HTH
-
Workstation PC is not working properly with Mastercam 2018
cncappsjames replied to KORLOY's topic in Industrial Forum
:bump: for relevence to current discussions... -
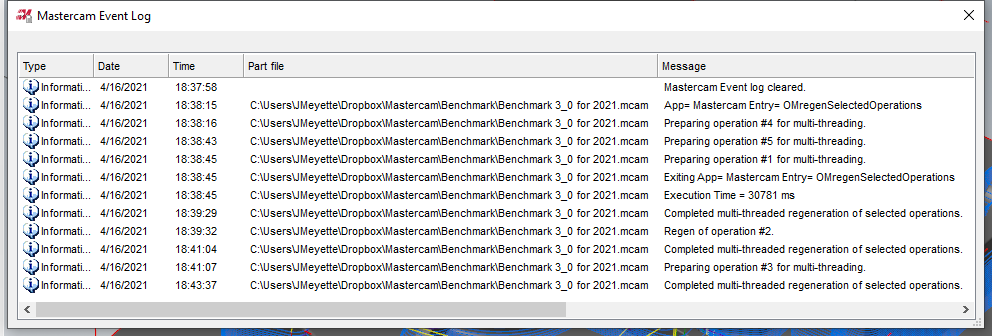
No, I'm not particularly happy with the Xeon. No "issues" other than it's not as fast as one would expect or hope. For all it's added cost, it's just not worth it. Xeon might be great for other other things, but CAM (at least Mastercam, PowerMill, Inventor HSM, and Fusion360 - which are what I use on a regular basis) it isn't as good for what we do. There's a thread here in eMastercam somewhere that explains why Intel® Core™ iX perform better but I can't seem to locate it.
-
My new laptop gets here around May 10th or so... The specs are below; Dell Precision 7750 Intel® Core™ i9-10885H @ 5.3GHz 64GB DDR4 2933Mhz RAM (with room for up to 128GB) NVIDIA Quadro RTX 4000 w/8GB GDDR6 Samsung 980 Pro PCIe 4.0 NVMe M.2 SSD @ 1TB I elected to stay with Dell as I have had very good luck with them so far. This will be my 5th Dell Laptop. I NEED that next day onsite Pro Support since I travel so much and anything can happen anywhere and I can't afford to be without my rig for longer than a day so that ruled out a few other very good laptop builders right out of the gate. I did consider a jump up to 128GB, but I'm trying to save the company some money and RAM hasn't been my bottleneck since jumping to 64GB, so it was a safe move. Worst case, I can add an additional 64GB should I need it in very short order so I think it was the wisest choice for me. I went with the Quadro RTX 4000 as opposed to the RTX 5000 also (again, to save some money). I'm currently running the M5000M 8GB with ZERO video performance issues. Since running Quadro cards, video performance hasn't been an issue at all. This shouldn't be any different. JM2CFWIW
-
Fanuc macro - WHILE
cncappsjames replied to MIL-TFP-41's topic in Machining, Tools, Cutting & Probing
OR is listed in the FANUC Custom MACRO B section of the Common to Machining Center and Lathe. I have not used it. -
*HON and *HOF... FANUC controlled machines do have the ability to turn on AICC automatically. It's done by parameter. It's NOT reccommended to run in that mode on high end machines for a variety of reasons. Matsuuras (at least in the US) have additional options (NANO Smoothing, Smooth Interpolation, etc...) that cannot be turned on in that manner and are important. I'm fairly certain they are not alone. Spend the time/money to dial a proper post and do it right. It's worth it.
-
Believe me, it's not for a lack of effort. Every HMC machine I try to get those options onto them. Sometimes I succeed and sometimes I fail.
-
TCP on an HMC is the ONLY way to fly.
-
I'd spec both though. TWP for Indexing and TCP for simultaneous cutting. JM2CFWIW
-
I put some sample code in the other forum @PAnderson
-
AFAIK you cannot change that text. You can change the cycle type (as it looks like you have). This comes from the Control Definition but can be edited in the Post Processor).
- 5 replies
-
- 1
-
-
- drill
- programming
- (and 2 more)
-
Ooooooof. Wow. At that point it's not even a matter of just buying the option. It's gotta be tuned. Usually Makino doesn't do that stuff. I'm REALLY surprised.
-
I typically run my cut tolerance between .0025" and .0005" and my point spacing between. 005" and .010". The tolerance is dictated by the print tolerances and the spacing is dictated by finish requirement. On a quality machine, .010" spacing is pretty much indistinguishable from feed lines. HTH
-
Often times when doing edge treatments I do a full 5-Axis path in order to maintain consistency because I can keep the tool in contact with the part at all times. Excessive? Maybe. Then again maybe not. It all depends.
- 13 replies
-
- 1
-

-
- 5th axis
- corner rounding
- (and 2 more)
-
You could do it that way but where's the fun and growth in that?
- 13 replies
-
- 2
-
-
- 5th axis
- corner rounding
- (and 2 more)
-
Some MTB's/Dealers do a good job on the options. Others, not so much. There are two "basic" problems in play 1a) Price point and 1b) Knowledge/Experience of the factors in play.
-
Not bashing you at all... just lamenting the option you were given for your machine.
-
... and that is precisely why a machine tool purchase is a VERY important decision. It's sales, it's service, it's applications assistance, it's training, etc... Somebody could spend a billion dollars on a machine, but if they bought it from some guy that works out of the trunk of his car with no support behind him you are not going to get all you should. As a FANUC guy, I try to go out of my way to make sure our customers get the very most out of their machines. Sometimes I get pushback from the end users because "we've always done it that way", that's a hard situation. I just put the information out there, it's up to the end user to implement it.