





cncappsjames
-
Posts
1,221 -
Joined
-
Last visited
-
Days Won
85
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by cncappsjames
-

Build a new PC and Mastercam isn't using all cores
cncappsjames replied to gorsek1's topic in Industrial Forum
-
I'm with gcode. Edit free code isn't just possible, it should be though of as normal. Hand editing code should be thought of as abnormal. I loathe hand editing code. Any programmer worth his/her salt should as well. The way I look at it; if I have to hand edit code more than a tool number because there's been a reassignment in the tool matrix I was unaware of, I failed somewhere, somehow... and that is unacceptable IMHO.
-
FADAL is synonymous with controls doing their own thing from time to time with no rhyme or apparent reason. BITD, I was running one and the X axis just ran away on me. I almost got fired for it because "CNC's only do what you tell 'em to do" according to my then boss. Yeah,... until it ran away on him too later that day. The xxxx never even apologized.
-
rotator location on 4+1 fanuc series 31i - modal b5
cncappsjames replied to Seedy steve's topic in Industrial Forum
Parameters #19700 through #19702 are X, Y, Z centers of rotation. #19703 through #19705 are the half-offsets. DO NOT change them without direction from your dealer or Doosan. -
Here's a Reducing peck cycle... Designed for a 16 control. So with some mods, you could adapt it for a 15. In the last 15 years I've only put my hands on a 15 Control 1x.... so it's been a while. HTH % O9004(REDUCING PECK MACRO) (THIS PROGRAM IS DESIGNED TO RUN FROM A PRE-DRILLED HOLE) (USED FOR A DEEP HOLE WHERE TWO DIFFERENT DRILL LENGTHS ARE NEEDED) (USED WITH G184 CUSTOM MACRO CANNED CYCLE) (EX. G184Z-9.65R.01F6.I.3J.5Q.1E-6.3) (#18 "R" RAPID PLANE) (#4 "I" 1ST PECK) (#17 "Q" MINIMUM PECK) (#26 "Z" FINAL DEPTH) (#5 "J" REDUCTION MULTIPLIER) (#9 "F" FEEDRATE) (#3 "C" PECK RETRACT COUNT) (#100 INITIAL PLANE STORAGE) (#101 REMAINING DISTANCE CHECK) (#102 "Z" TARGET VALUE) (#103 "Z" FEED/RAPID VALUE) (#8 "E" SUB RAPID PLANE) #10=#4 (ERROR CHECKS) IF[#3EQ#0]GOTO5 #3=FIX[#3] GOTO6 N5#3=1 N6IF[#26EQ#0]GOTO50 IF[#18EQ#0]GOTO51 IF[#9EQ#0]GOTO52 IF[#4EQ#0]GOTO53 IF[#18LT#26]GOTO54 IF[#5NE#0]GOTO7 #5=1 N7IF[#5GT1]GOTO55 IF[#17GE.2]GOTO8 #17=.2 N8#100=#5003(STORE CURRENT Z POSITION) G0Z#18(RAPID TO R PLANE) #101=ABS[#5003-#26](CHECK FOR REMAINING DISTANCE #101=FINAL DEPTH) #103=#18(SET 103 TO R PLANE, #103=NEW "R" IN PART) WHILE[#101GT[#4+.02]]DO1(TEST 101 FOR FINAL DEPTH) #149=0 WHILE[#3NE#149]DO2(CHECK FOR RETURN TO "R") G0Z#103(RAPID INTO NEW "R" PLANE) IF[#101LE[#4+.02]]GOTO2 #103=[#5003-#4](NEW DEPTH) G1Z#103F#9(FEED TO "Z") #101=ABS[#5003-#26](RECALIBRATE DISTANCE TO GO) #103=#103+.1(RETURN PECK IN "R" PLANE) G0Z#103(RAPID TO NEW "R") #4=[#4*#5](RECALCULATE FEED DISTANCE) #149=#149+1(INCREMENT COUNTER) IF[#4GT#17]GOTO1(CHECK FOR MINIMUM PECK) #4=#17(SET TO MINIMUM PECK) N1END2 G0Z#18(RAPID TO ORIGIONAL "R" PLANE) END1 G0Z#103(RAPID TO PECK RETURN PLANE) N2G1Z#26(FEED TO FINAL Z) GOZ#18 N3G0Z#100 #4=#10 GOTO4 (ERROR STATEMENTS) N50#3000=1(NO VALUE IN Z) N51#3000=2(NO VALUE IN R) N52#3000=3(NO VALUE IN F) N53#3000=4(NO VALUE IN I) N54#3000=5(R IS DEEPER THAN Z) N55#3000=6(J VALUE MUST BE LE 1.) N4M99 %
-
Ya know, you probably won't like the way you're gonna be forced to cut if you think you're gonna cut H13 on a head/head Haas. I know how to cut H13 on a 30t Robodrill too. Doesn't mean it's a great idea. Prepare to have your expectations and machining strategies adjusted.
-
Why did you guys buy an unnecessary post? I mean you got the best possible post you could but still. You would have been better served putting that money towards a workstation and let CAMplete do what it is bad@$$ at doing. Collision checking and getting you good code. JM2CFWIW
-
New to us Mill Turn, Looking for Suggestions on Software
cncappsjames replied to Corey Hampshire's topic in Industrial Forum
I would say NC Simul over Vericut if you want a Post Processor integrated with your simulation. If you're satisfied with your MC post, then Vericut will do very nicely and give you a bigger user base to draw from. JM2CFWIW -
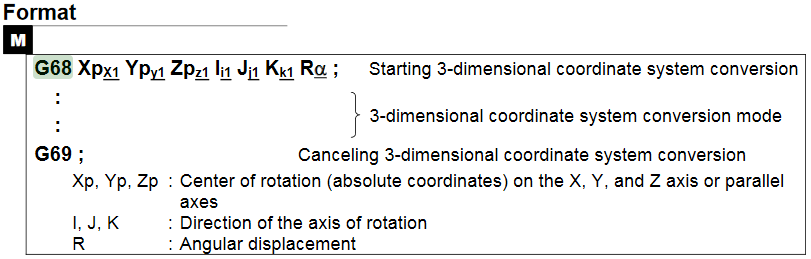
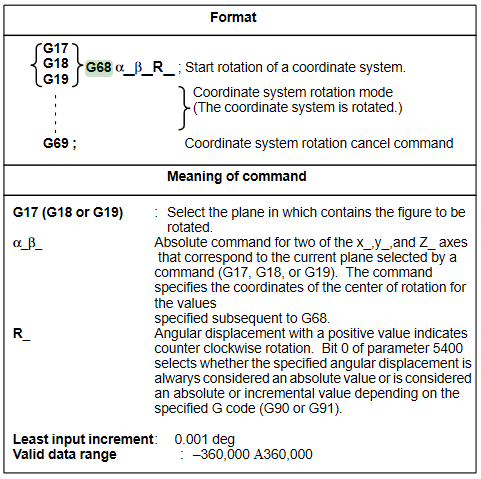
As far back as I can recall (16-MB/18-MB/16i/18i/30i/31i/32i) format was this; 0i-MC, 0i-MD, and 0i-F format was this;
-
Wouldn't be the first time that's for sure.
-
I kind of chuckle to myself when we are competing against other brands and they are whatever less... it's really irrelevant because at the end of the the day it's less. It's less technical expertise on the applications side to ADEQUATELY train your staff.. It's less machine capability... It's it's less machine functionality... It's just less everything. It's stepping over dollars to pick up pennies.
-
G08 P1? That's the lowest level of Look-Ahead available on a FANUC. I think 8 blocks...
-
Unless otherwise specified, Excel is going to give you linear type values. You're probably going to need to build some trig into your Excel formula to get the right number. I've got an excel spreadsheet that calculates #19700 parameter value changes for me based on feature error, angle and position. It only gets me close. The probing MACRO stuff gets me the rest of the way. I'm sure Excel can do it all, and do it correcvtly, I just don't know how to. :shrug: JM2CFWIW
-
Sorry, forgot to add the code sample to the previous one; I get G43.8, L2, IJK data. My bad. Need more Swarf_Flow_Curve-03.txt IMHO, any tool path that puts surface normal data in the NCI should get a comp checkbox. That way if you want it and your machine/post supports it, you have control over it. If it doesn't support it, leave it off. My core point; if the data is there, give us access to turning it on/off. Let us decide what our equipment/post supports/doesn't support.
-
I'll have to create something. I don;t have anything handy. Sorry.
-
Do you have a Head/Head machine, Table/Head, or Table/Table machine? 5-Axis drilling isn't technically 5-Axis. It is simultaneous 5-Axis or 4+1 positioning and then drilling along the Z-Axis Vector unless you're using a Right Angle Head. But It should be fine. All depends on your machine's option package though. I deal with Table/Table machines and typically my collision checking and post software (CAMplete) does positioning , drilling, canned cycles, etc... using G68.2 I'll have to see what kinds of parts I have and test out what I can get based on the cycle. Hang tight.
-
I believe the FTP site is no longer active.
-
Free fiss...
-
That is 3D Cutter Compensation and I personally would not expect to see that in a threadmill toopath. Usually you see/use that in a 4+1/5-Axis toolpath in certain situations like Flowline 5-Axis, Swarf 5-Axis and Curve 5-Axis. But since you asked; G131F1 (5-AXIS SWARF SIDE ROUGH +.005 ON WALL) S19966M03 M132 G00G90G54B-1.016C-5.894 G54.4 P1 G68.2 X0.0 Y0.0 Z0.0 I84.106 J-1.016 K-90.0 G53.1 X0.039Y0.1389 G69 G43.4Z0.8589H#517 X0.0379Y0.1358Z0.8602 X0.0511Y0.1344Z0.1103 X0.0537Y0.1341Z-0.0396 G01G41.2X0.0549Y0.134Z-0.1076D#517F90.0 X0.0319Y0.1232Z-0.1228 ........ X0.0476Y0.1333Z-0.1088 G40 G00X0.0356Y0.1512Z0.859 G130 G00G90G49 G49G53Z0.0 G54.4 P0
-
Is that enough to Run big mastercam project?
cncappsjames replied to Fr0stedFlakes's topic in Industrial Forum
I'd do the 1TB Evo, but pretty solid rig. How many "years to come" you talking? -
Transform toolpath will not regenerate!!!!!!!!!!
cncappsjames replied to Rob B's topic in Industrial Forum
Perhaps geometry is so that you can individually change start/end characteristics of a chain? -
Actually, I did have a few minutes, and I did it as a jab because of the rash of 10+ year old posts getting new life. So, if we're gonna dig something up, we should REALLY dig something up. OT is a good idea. :p
-
The first public Forum layout discussion... pretty cool.
-
Lookie.. I think I found my very first posting. This is fun.
-
There's some really good info in the two latest 5-Axis topics; 5-Axis Cutter Comp and Mastercam 2022 this could be promising. Check it out.


