.jpg.1d0c9069edb5ce000980cbe1b76f0865.jpg)
CEMENTHEAD
-
Posts
359 -
Joined
-
Last visited
-
Days Won
4
Content Type
Profiles
Forums
Downloads
Store
eMastercam Wiki
Blogs
Gallery
Events
Everything posted by CEMENTHEAD
-
If I remember right, It was cheaper to buy a seat of pro-e over the translator price. hence we have a seat of Pro-e.
-
FYI, we use a font that shows Zeros as Ø instead of 0, Not that we hand edit inside Cimco much, But its easier to debug and see a GØ1 from a GO1 noob typo.
-
This is a rule of Thumb after any import. IMHO ( double check tool numbers and feed / speeds as well ).
-
I'm using 2d HST Dynamic mill, is there a setting I can keep it from breaking straight X and Y moves? normally I wouldn't care but the code is nearing machine max. could have sworn there was a checkbox thingy thing somewhere... N562X-3.0699 N563X-3.0484 N564X-3.0268Y4.49 N565X-3.0052 N566X-2.9837 N567X-2.9621 N568X-2.9406 N569X-2.919 N570X-2.8975 N571X-2.8759 N572X-2.8543 N573X-2.8328 N574X-2.8112 N575X-2.7897 N576X-2.7681 N577X-2.7466 N578X-2.725 N579X-2.7035 N580X-2.6819 N581X-2.6604 N582X-2.6388 N583X-2.6172 N584X-2.5957 N585X-2.5741 N586X-2.5526
-
Only every customer ever.
-
Mastercam had made a redsox sample file a while back. If anyone still has it, mind sharing? cant find the example we had. School kids are touring next week. Id like to have that set that up. (or anything redsox will work too) TIA!
-
We did contact cogsdill, they said the same about linerizing it, but couldn't comment on our results. When we break off I'm gong to scale the rad from .15 to 1.5" smaller up the diameters and re cut in an alum test piece. Gonna put that on my desk.
-
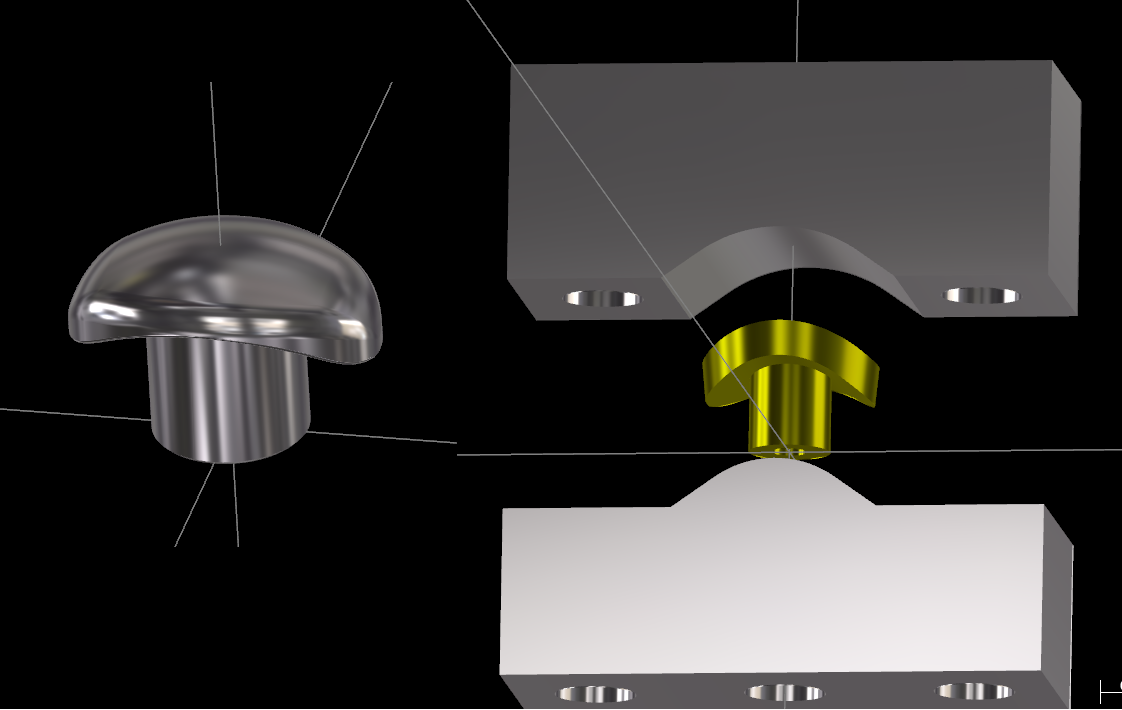
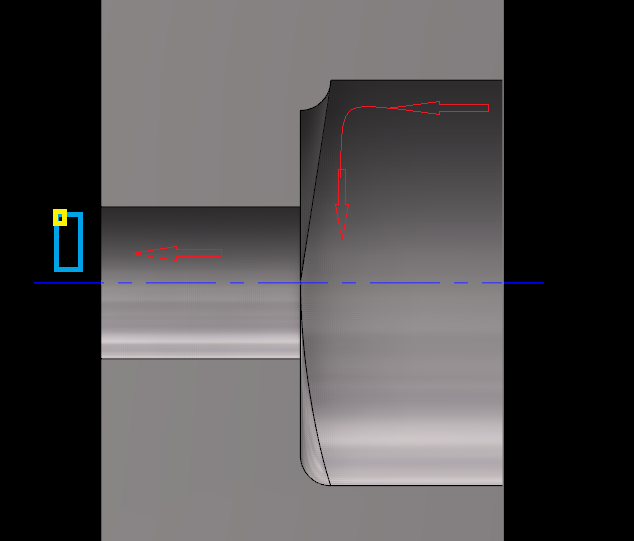
HOLY CRAP! lol were scratching our heads here. pulled back a counterbore and the result is .. well. hard to explain. It left us with a convex rad on the top and a (normal) rad on the bottom. I sketched it roughly below. Has anyone ever seen this? I'm beside myself... SNIPPIT OF CODE N1340G80G40G17G90G56G95 N1341G0G90G56X0.Y0.B-78.75 N1342M0 N1343M19 N1344G0G90G56U11.5X0.Y0.B-78.75 N1345G43Z17.H10F.005 N1346Z15.1 N1347S50M3 N1348M8 N1349G0U11.7 N1350Z6.2861 N1351U16.6 N1352G1Z9.1412F.005 N1353G2U16.2824Z9.3R.1588 N1354G1U11.8124 N1355U11.6 N1356G0Z18.0 N1357M19 N1358M0
-
.thumb.jpg.15afa8dbfcde0167893a4a297d335e0b.jpg)
Is Mastercam more sitting or standing up work?
CEMENTHEAD replied to Cullen's topic in Industrial Forum
sitting like always... I make sure to "tour" the facility, at least 3 times a day, 650' long building, around a half mile walk a day. sort of... If your programs suck you're gonna be getting a whole lot more exercise. -
Best way to using views in 4-axis milling?
CEMENTHEAD replied to SlaveCam's topic in Industrial Forum
I'm old school, I always rotate my view as if it was the machine / rotary axis moving to the position. then save the plane from graphics view. -
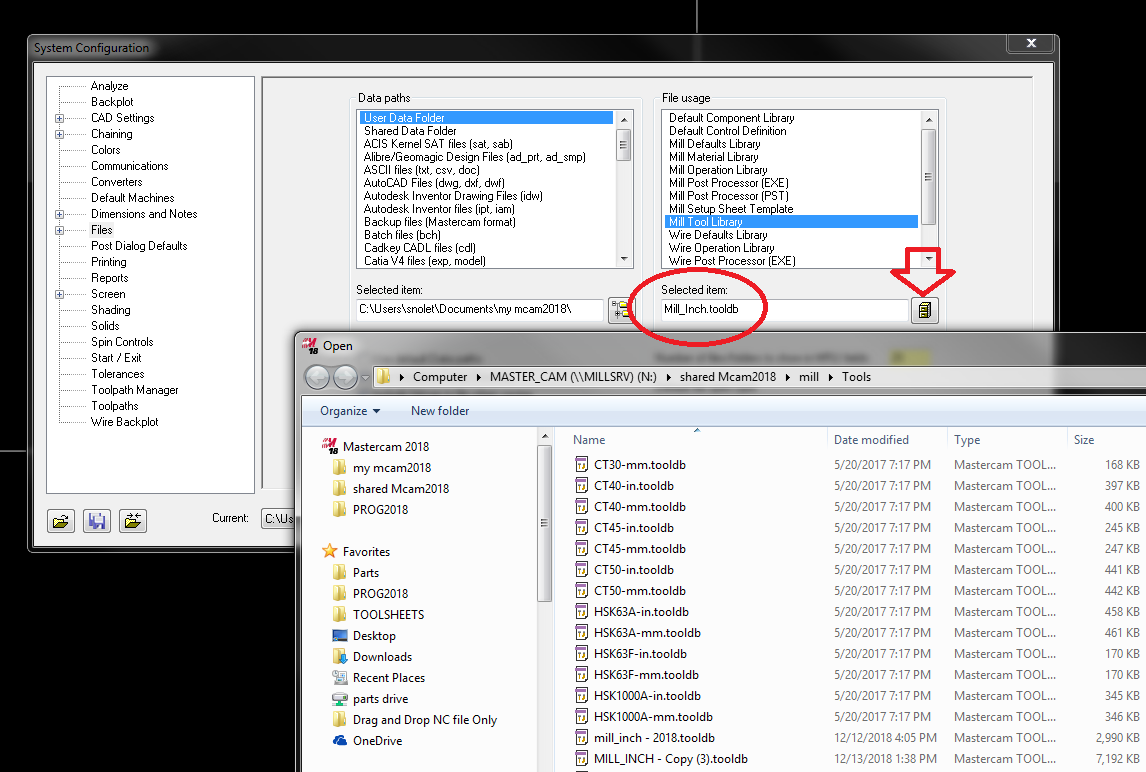
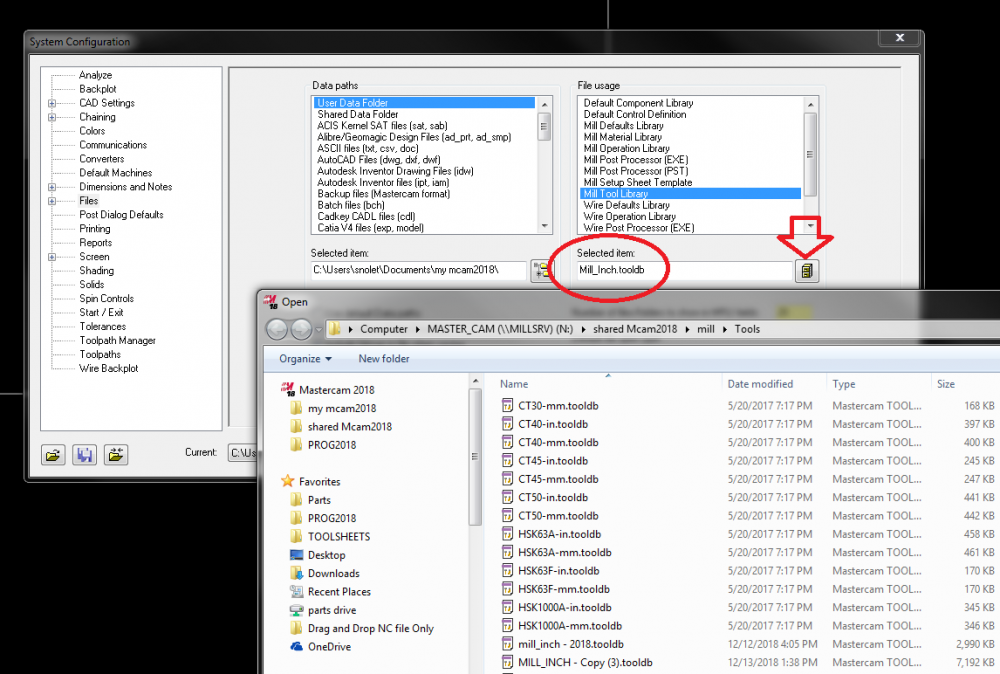
in "file", "config" pick your default as shown below but lathe...
-
quantity of programmers required rule of thumb?
CEMENTHEAD replied to White Feather's topic in Industrial Forum
Were in the same "job shop" boat as well. occasionally see a repeat, and most quantities are below 10 parts. From 10 oz parts to 5 ton. 92 CNC machines strong running days and nights, We have 2 Lathe only programmers and 5 Milling only programmers. Seems to be a good number for us. -
IMHO, It's best to program to the theoretical point. (Zero flat) drills, spot tools, chamfer mills. The flat is an uncontrolled feature on a tool, like a reground tool or different tool mfr. Theoretical point is a constant, worse case it will leave you safely above. Our tool setter normally writes the distance on the tool sheet for TLO. Its a rule here, Parts were scrapped because of this small issue. (swapping out a chamfer mill to be exact).
-
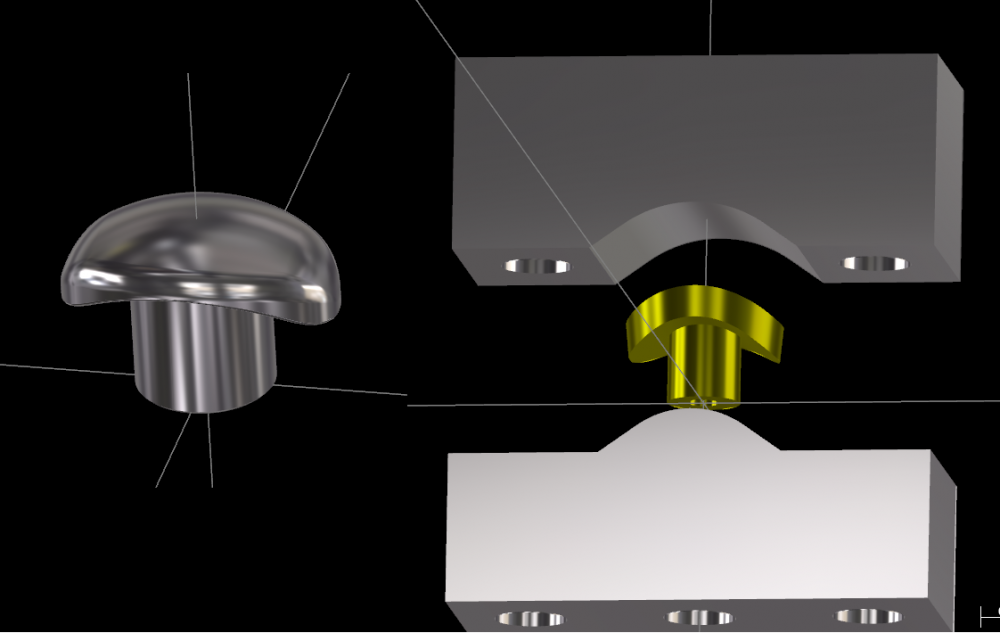
Whats the material? I've successfully formed sharp corners inside a concave cavity by surfacing a negative "die", a little bit of heat treating and using a press. This parts not really that big should be able to form it then machine to blend. had a R.007 max, formed it then surfaces the flipside after.
-
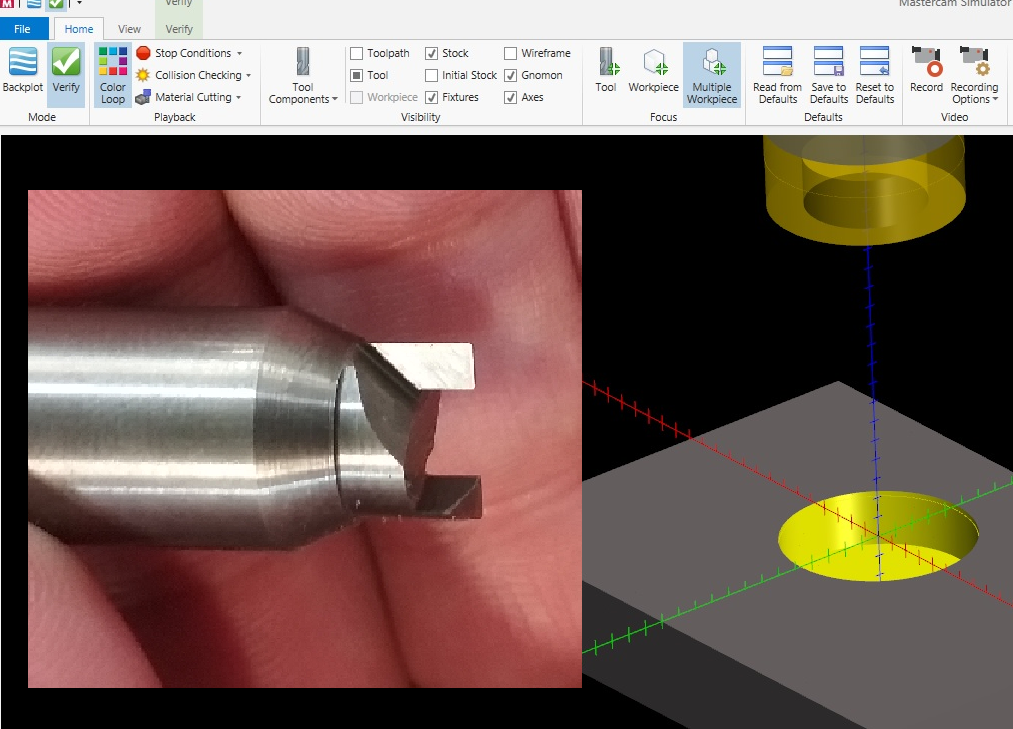
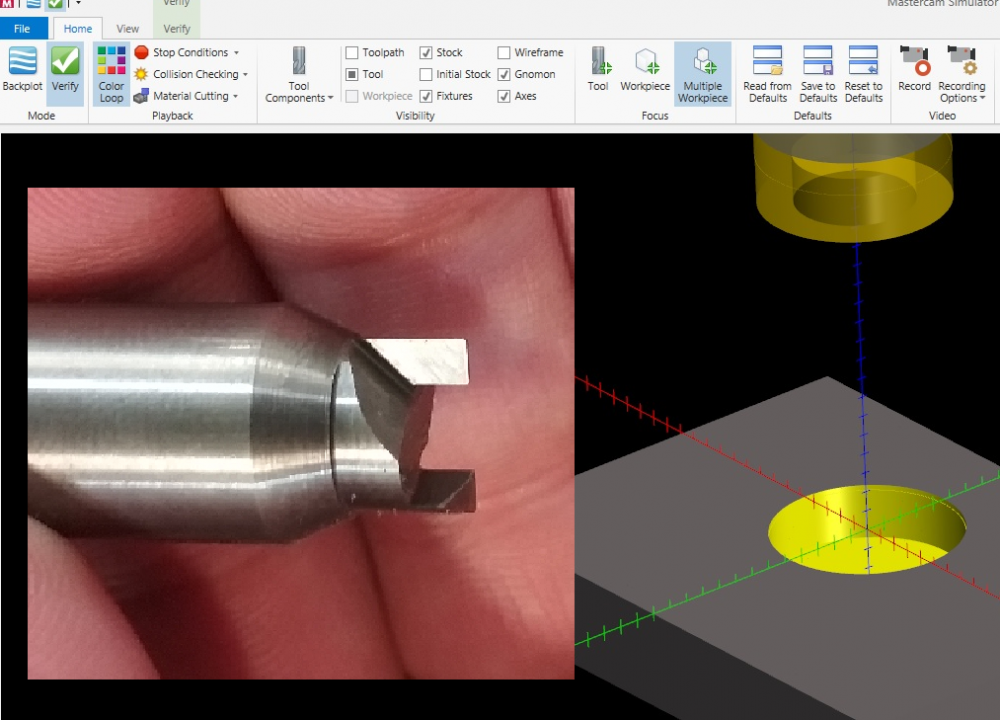
Posted this like 4 years ago. Wondering if its still broken in 2019? Verifying o-ring tools does not see the inside diameter. The shaded tool looks correct but the result is not.
-
Razer Tiapain -- was inexpensive, think like $60 new. I bought 3; one for work , home , and a spare. ( i use approx 1/2" hand movement to get across a 24" screen) my wrist is always anchored across dual monitors as well. TECHNICAL SPECIFICATIONS 8200dpi 4G laser sensor Ambidextrous Form Factor Razer Synapse Enabled 9 Programmable Hyperesponse Buttons 1000Hz Ultrapolling Up To 200 Inches Per Second / 50g Acceleration Gold-Plated USB Connector 2.13 m / 7 Ft. Braided Fiber Cable Approximate Size: 125 mm / 4.92” (Length) x 56 mm / 2.20” (Width) x 39 mm / 1.54 mm (Height) Approximate Weight: 95g / 0.21 lbs

-
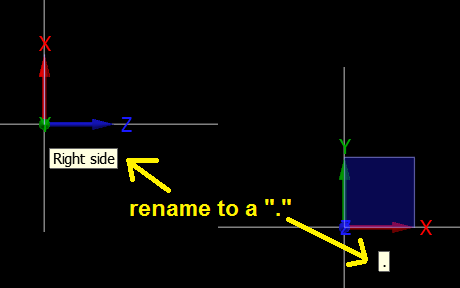
rename it to a decimal point. so its small and kinda out of the way more than a paragraph description of the view
-
same.
-
down and dirty , copy and paste your code into this. its a quick visual. https://nraynaud.github.io/webgcode/ mastercam used to have a rpost (reverse post processor) dont know why they dropped it. I used to enjoy stealing xxxx from old proven code.
-
should have added .SET and X+ to the choices. IMHO the setup sheets are as bad as the drafting part of MasterCam. Active reports are an overkill waste of paper. Set files are simple and take a lot of work to get just right. Would be nice to get a detailed setup sheet out of the box that nobody should have to modify. We use set files and output this. I can get 3 tools per page. With a detailed complete first page setup description. (simple but works) Definitely NOT a show piece by far. It has all the info but still looks like the crap from 1985. _______________________________________________________________________________ TOOL DESCRIPTION = 1/2 x 1/2 x 1 x 3 GARR ENDMILL TiALN 230MA CATALOGUE NO = VENDING MACHINE MSC #44758993 EDP #13317 INSERT GRADE = TOOL NO = 5 TOOL DIA = .5000 TOOL TIP ANGLE = 180. LENGTH OFFSET = 5 TOOL RAD = .0000 DIA OFFSET = 45 RPM = 2000 FEEDRATE = 7. H=_______________ADJ_______________ TOOL LENGTH FROM HOLDER = 1.5 D=_______________ADJ_______________ FLUTE LENGTH = 1. RELIEVE BACK =_________ COMMENTS: FINISH 1.406 DIA THRU 4X _______________________________________________________________________________
-
-
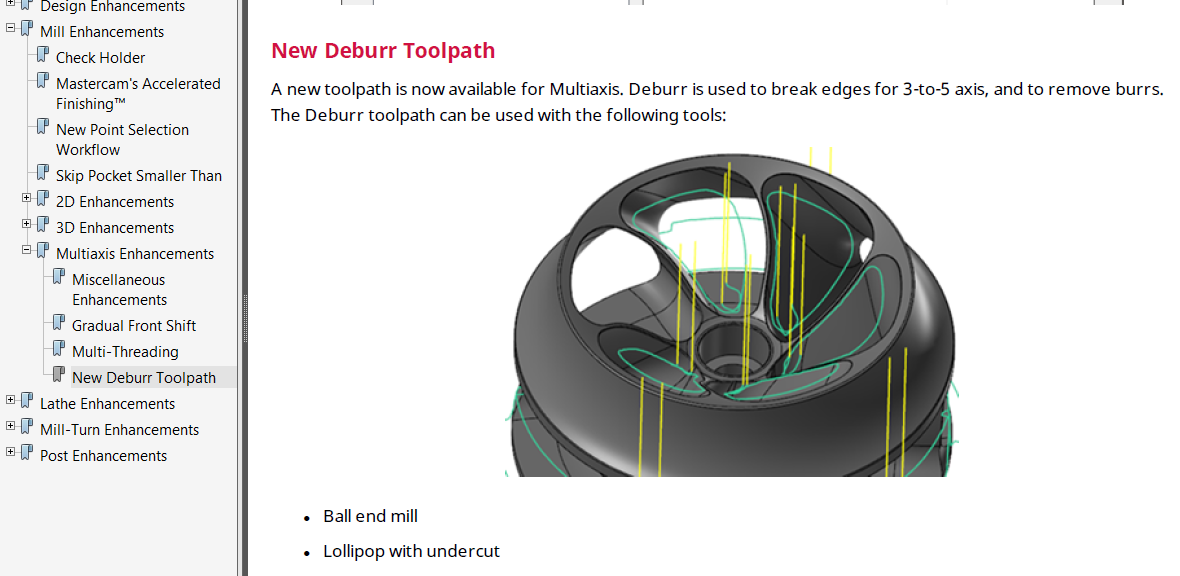
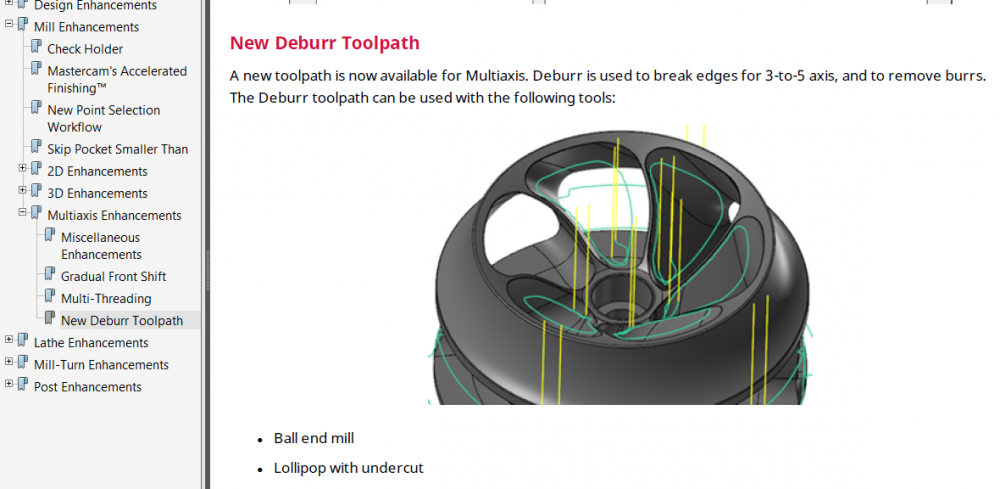
I didn't post one. just asked. but this is what i'm talking about. for port intersections. I remember seeing a video back in Feb, can't find it anymore.
-
has anyone had luck with this? is there a video to show it working?
-
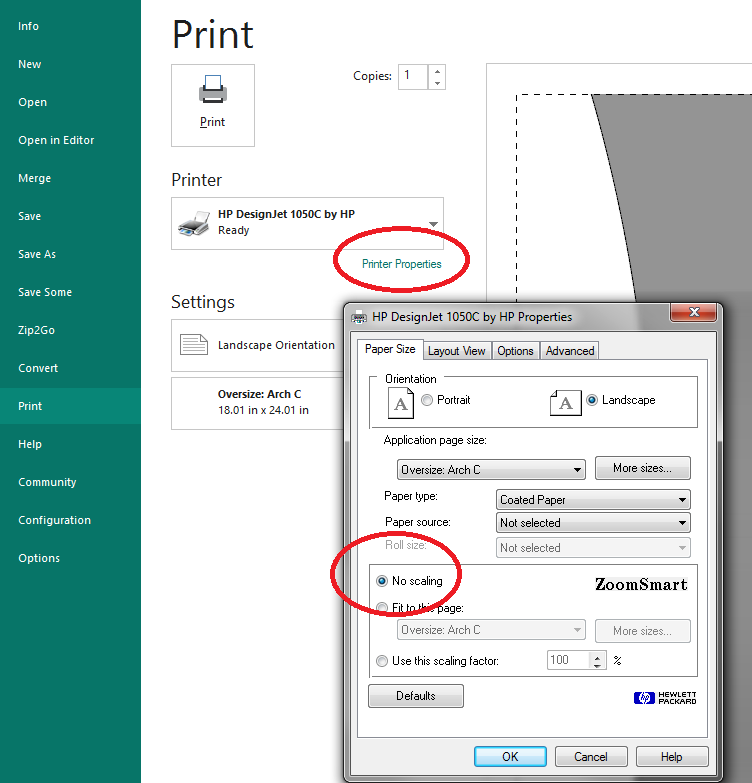
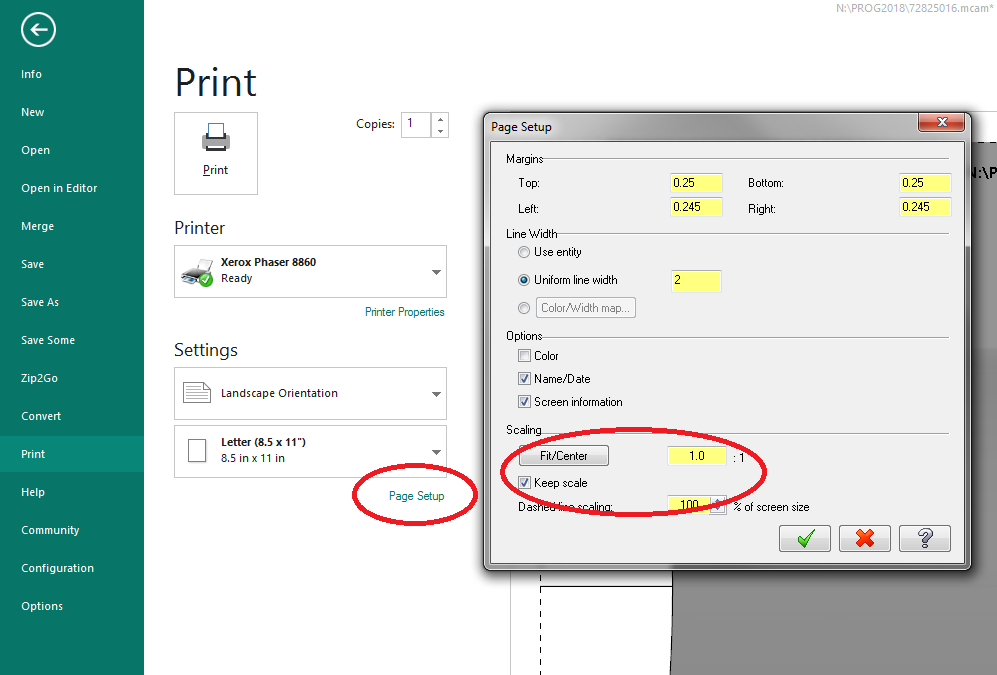
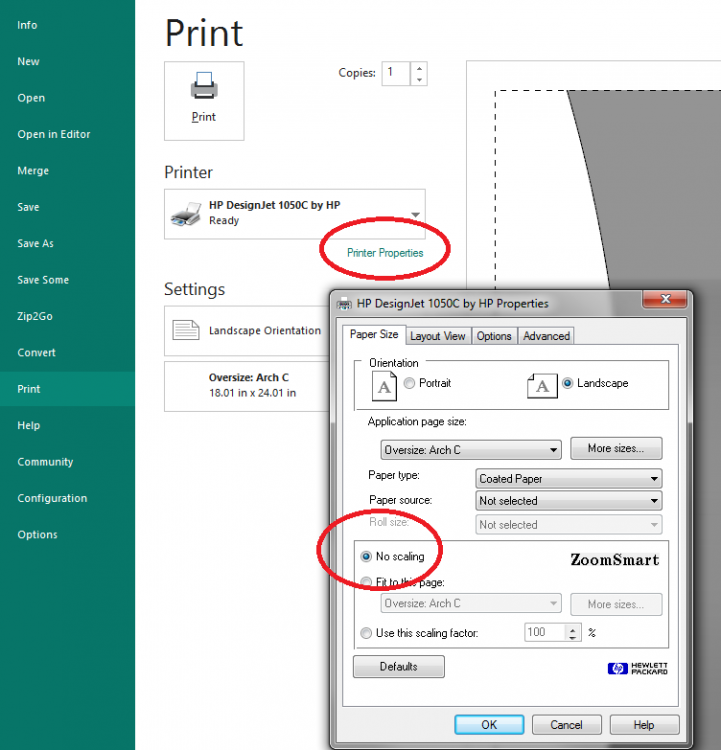
I print full scale on Clear film for our inspection dept shadow graphs. only I scale depending in the lens. your 1:1 in page setup, and KEEP SCALE. in printer properties, DO NOT SCALE
-
https://buntingmagnetics.com/industries/recycling/